EV Battery Recycling Companies: Technologies, Compliance, Economics, and Material Recovery
A technical guide to EV battery recycling companies, covering black mass, hydro/pyro routes, compliance, economics, and recovery limits.

EV Battery Recycling Companies: Operations, Technologies, Economics, and Compliance
Summary
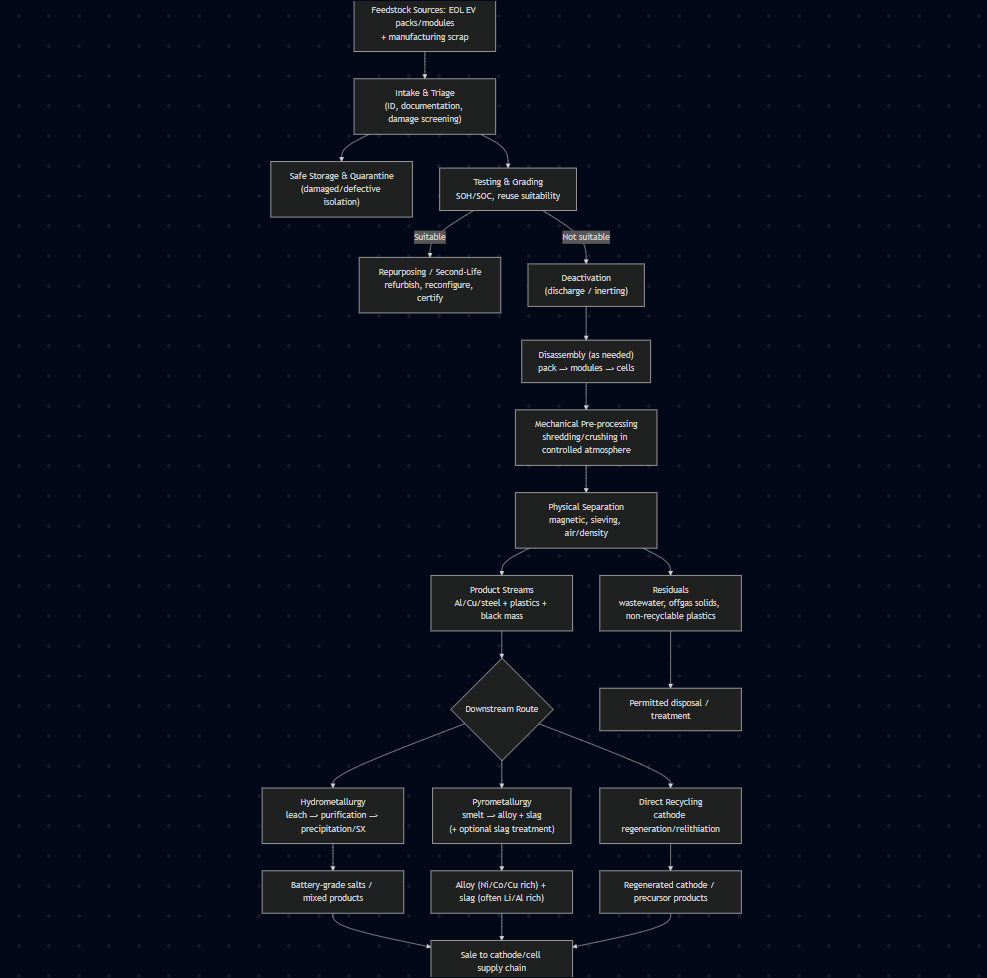
An EV battery recycling company sits at the intersection of hazardous-material logistics and industrial metals processing. In practice, it manages (i) collection and compliant transport of lithium-ion batteries and battery manufacturing scrap, (ii) safe storage and triage (including damaged/defective batteries), (iii) preprocessing (discharge, disassembly, shredding, and mechanical separation) to produce intermediate streams; most importantly “black mass,” a concentrated mixture of cathode/anode active materials and (iv) downstream refining to recover battery materials (typically Li, Ni, Co, Mn, Cu, Al) as battery-grade salts, mixed metal products, or in some models, directly as precursor/cathode materials suitable for new batteries. [1]
Industrial-scale value creation is usually driven by (a) the chemistry of the feedstock (Ni/Co-rich chemistries are typically more lucrative than LFP), (b) the ability to achieve high recovery and purity at scale while controlling energy, water, and reagent costs, and (c) the ability to secure stable feedstock contracts and off take agreements amid volatile commodity prices. [2]
Technology choices cluster into three “routes” commonly discussed in the literature: pyrometallurgy (high temperature smelting), hydrometallurgy (leaching + solution purification), and “direct recycling” (repair/ regeneration of cathode materials rather than breaking them fully down), almost always preceded by mechanical pre-processing. Hydrometallurgical metal-recovery efficiencies reported in the literature can exceed ~99% for Ni/Co/Mn under optimized conditions, while pyrometallurgical routes often achieve high transition-metal yields (>90%) but tend to lose Li and Al to slag unless additional recovery steps are added. Direct recycling can be more energy-efficient and potentially higher-value, but it is highly dependent on feedstock sorting and consistent input chemistries and is still less mature commercially than hydro/pyro for mixed-stream EV batteries. [3]
Regulation and safety standards materially shape operations. EV batteries are regulated as dangerous goods in transport, with requirements that commonly trace to UN model regulations and UN 38.3 testing; damaged/defective batteries are subject to special provisions and stricter packaging rules. Facilities must also implement strong fire-risk controls for storage and staging, and repurposing (“second life”) is increasingly formalized through facility and product evaluation standards. [4]
What an EV battery recycling company does across the battery life cycle
EV battery recyclers typically run an integrated chain of custody from battery intake to sale of recovered products. The work is multi-step (the literature notes that full recycling routes frequently comprise many 1 unit operations rather than a single step), and operational differentiation often comes from how safely and efficiently each step is executed and integrated. [5]
Collection, transportation, and intake control
Collection channels usually include end-of-life (EoL) EV packs/modules, warranty returns, recalls, and (today, often more significant) battery manufacturing scrap and production rejects. Large global analyses emphasize that current recycling feedstock is mainly end-of-life scrap plus manufacturing scrap, and that EV and stationary storage batteries have not yet reached end-of-life at truly massive scale everywhere, making supply ramp-up and contracting a central business problem. [6]
Because lithium-ion batteries can release stored energy rapidly (thermal runaway/fire risk), intake procedures commonly include: documented chain-of-custody, packaging inspection, screening/triage (normal vs damaged/defective), state-of-charge (SOC) management if required, and segregation/quarantine areas for suspect loads. These practices are emphasized in safety guidance for waste handling facilities dealing with lithium-ion batteries. [7]
Storage and staging
Safe staging is not optional: warehouses and recycling facilities have experienced operational disruptions from battery fires, and public-company risk disclosures explicitly call out storage/handling risk for lithium ion batteries stored at “Spoke” or pre-processing facilities. [8]
Operationally, storage is designed around fire compartmentation, segregation, routine inspection, containerization (often UN-approved drums/boxes for waste batteries), and a clear quarantine workflow for damaged or leaking batteries (e.g., inert packing media such as vermiculite, terminal protection, and controlled filling/closure procedures). [9]
Testing, grading, and pathway selection
A recycler often decides among three destinations:
1) Second-life / repurposing (if the battery retains sufficient health and can be economically and safely refurbished),
2) Recycling (materials recovery), or
3) Disposal of residuals (non-recyclable or contaminated fractions).
Formal repurposing programs emphasize sorting and grading of packs/modules/cells and evaluation of continued viability, which are activities that can be audited and certified at a facility level. [10]
Disassembly and pre-processing
Before metallurgical recovery, EV batteries are typically deactivated (discharged) and then physically size reduced (shredded/crushed) and mechanically separated into streams. A widely used industrial concept is to concentrate value into black mass (the powder-like mixture of cathode and anode active materials) while separating out steel, aluminum, copper, plastics, and sometimes electrolyte-bearing fractions. [11] Public-company descriptions of pre-processing explicitly describe mechanical shredding at pre-processing facilities to separate batteries into black mass, shredded metals, and mixed plastics, and emphasize that black mass is easier/safer to transport than intact batteries. [12]
Refining, resale, and residual management
Downstream refining converts black mass (or other intermediates) into saleable products. Depending on the route and business model, the recycler may sell:
• Intermediate products (e.g., black mass), or
• Battery-grade chemicals (e.g., lithium carbonate/hydroxide, nickel/cobalt/manganese sulfates), or
• Mixed metal products (mixed sulfates/hydroxides), or
• Upcycled battery precursors (pCAM) or regenerated cathode materials. [13]
The company must also manage non-recoverable fractions and process wastes. Reviews emphasize that a fully “closed loop” for all components is not yet universal; electrolyte, binder, and some plastics have historically been harder to recover at scale, though activity is increasing.


Recycling and repurposing technologies and process routes
Modern EV battery recycling is typically described as routes built from unit operations: mechanical preparation → (pyro/hydro/direct) recovery → product finishing. [15]
Mechanical shredding and “black mass” production
Mechanical pre-treatment aims to (a) liberate components, (b) separate metals/pack structure, and (c) concentrate black mass; it is often performed in controlled or inert atmospheres (e.g., nitrogen or CO₂) to mitigate fire and solvent hazards. [16]
Typical unit operations include staged crushing/shredding, sieving, magnetic separation (steel removal), air separation, and other physical methods to reduce copper/aluminum contamination in the black mass fraction. [17]
Hydrometallurgy
Hydrometallurgical routes dissolve active materials (often after mechanical pre-treatment) using mineral acids (e.g., H₂SO₄, HCl, HNO₃) or organic acids, then separate/purify metals using filtration, solvent extraction, ion exchange, electrochemical steps, and selective precipitation/crystallization. [18]
Laboratory and review literature report very high leaching efficiencies under optimized conditions. One comprehensive review reports that inorganic acids can achieve >99% recovery in the leaching procedure under optimal conditions, and provides examples (e.g., lactic acid conditions yielding ~98–99% recovery for Li/Co/Ni/Mn in short leaching times). [19]
Hydrometallurgy is often viewed as flexible across mixed cathode types and capable of recovering lithium (unlike many “pure smelting” flowsheets), but it can generate substantial aqueous effluents and requires robust wastewater treatment and reagent management. [20]
Pyrometallurgy
Pyrometallurgical routes treat batteries as an “ore,” smelting them to produce a molten alloy (often concentrating Ni/Co/Cu) plus a slag (often capturing Li and Al). The literature describes pyrometallurgy as one of the most mature and robust techniques, but emphasizes that non-noble metals such as aluminum and lithium are slagged and therefore require additional steps (e.g., slag treatment or subsequent hydrometallurgy) for recovery. [21]
A sector review reports that pyrometallurgical routes can have high material recovery yields (>90%) for target metals, but notes key limitations: inability to directly obtain products based on Li/Al/organic materials, and poor economics/fit for LFP relative to Ni/Co-rich chemistries. [22]
Direct recycling
Direct recycling aims to preserve and restore cathode materials (e.g., via relithiation or “healing”) rather than fully breaking them into metals and re-synthesizing. Reviews describe it as potentially lower-energy and lower-cost than full leaching routes, but also emphasize that it is not yet broadly commercialized for heterogeneous, mixed feedstocks and requires higher purity/sorting of input cathode chemistry to work reliably. [23]
Evidence-based pathway modeling comparing hydrometallurgical, pyrometallurgical, and direct recycling (including residual value and reuse) finds that profitability and emissions outcomes depend heavily on chemistry and state-of-health. In these models, direct recycling can be the most profitable option for NMC at the end-of-life stage under many conditions, but the advantage can shift with lithium salt prices and other assumptions. [24]
Recovery performance has multiple meanings that are often conflated. For analytical clarity, three metrics should be separated:
• Recycling efficiency (often mass-based; how much input mass becomes counted “recycled” output under a specific regulatory definition). [25]
• Material recovery rate/efficiency (element-specific; e.g., % of lithium or cobalt recovered into saleable output). [26]
• Yield/purity at product specification (battery-grade vs technical-grade salts; impurity tolerance drives additional purification steps and costs). [27]
What tends to be recoverable by battery chemistry
Chemistry mainly determines which materials create economic value and which processing steps are required.
NMC / NCA (Ni-Co rich layered oxides). These chemistries contain valuable Ni and often Co, so both hydro and pyro routes target high recovery of Ni/Co (and Mn for NMC). The literature notes that batteries with high cobalt and nickel content (e.g., LCO, NMC, NCA) are especially compatible with mature pyro/hydro approaches, while hydrometallurgy can handle mixed waste streams and achieve very high recovery rates for Ni/Co/Mn under optimized conditions. [28]
LCO (cobalt-rich). LCO has historically driven recycling economics because cobalt content can be high, and hydrometallurgy reports near-complete leaching recoveries for Li and Co under certain conditions. Experimental summaries in a technology review cite multiple studies achieving ~99–100% Co/Li leaching efficiencies under specific acid/temperature/time conditions (lab-scale). [29]
LFP (LiFePO₄). LFP removes cobalt and nickel from the cathode, reducing intrinsic material value and shifting economics toward lithium recovery and process cost control. Major energy-system recycling analysis reports LFP had grown to ~40% of EV batteries deployed in 2023, and explicitly flags that the shift toward LFP impacts recycling economics due to lower material value, implying that business models may need to rely more on tolling fees, mandates, or other policy supports. [30]
Peer-reviewed pathway optimization modeling finds that LFP can become more profitable and lower emissions in optimized pathways when reuse (second-life) precedes recycling, even though NMC may have higher immediate recycling value; this reinforces that “best” pathway is frequently a portfolio decision rather than a single technology choice. [24]
Comparative process table: recovery, costs, and environmental impacts
| Route (Typical Industrial Form) | Main Outputs Sold | Strengths (Typical) | Key Limits / Tradeoffs | Indicative Recovery Performance | Cost and Environmental Profile |
|---|---|---|---|---|---|
| Mechanical pre-processing (controlled shredding and separation) | Black mass; separated aluminum, copper, steel; plastics (variable) | Concentrates value; reduces transport risk versus whole batteries; enables downstream hydro, pyro, or direct processes | Fire and safety constraints; black mass contamination affects downstream yield and purification cost | Produces black mass as the high-value fraction; quality depends on separation effectiveness [31] | Capex moderate; strong EHS requirements; emissions largely electricity or inert gas dependent [32] |
| Pyrometallurgy (smelting; often followed by hydro refining) | Alloy (nickel, cobalt, copper rich); slag (lithium, aluminum rich) | Robust and mature; high recovery yields for transition metals; less sensitive to mixed feedstock | Lithium and aluminum often report to slag; high-temperature energy demand; off-gas treatment required | Review literature reports high yields (greater than 90 percent) for recovered metals, but limited recovery of lithium and aluminum without additional steps [33] | Higher thermal energy and air controls; impacts depend on energy source and whether slag is further processed [34] |
| Hydrometallurgy (leach, purification, precipitation or solvent extraction) | Battery-grade salts (lithium, nickel, cobalt, manganese); sometimes mixed sulfates or hydroxides | High recovery and purity; can recover lithium; supports closed-loop battery material production | Requires pretreatment; wastewater and reagent management; uneconomic for low-value chemistries without policy support | Literature describes leaching recoveries often greater than 99 percent; can handle mixed waste streams [35] | Lower air emissions than smelting but higher aqueous waste handling; lifecycle studies show recycling impacts reduced versus mining, with electricity as dominant factor [36] |
| Direct recycling (cathode regeneration and relithiation) | Regenerated cathode materials or precursors; higher-value cathode products | Lower energy potential; preserves cathode structure; improves circularity | Requires strong sorting and traceability; less mature at scale for mixed EV feedstock | Modeling suggests high profitability for NMC chemistries; performance depends on feedstock purity and sorting [37] | Potentially lowest emissions if powered by low-carbon electricity; highly scenario-dependent outcomes [38] |
Regulatory recovery targets as a reference benchmark
Although global mandates differ, the most explicit near-term public targets come from the EU framework. The EU has set escalating requirements for recyclers, including lithium-based battery recycling efficiency targets (e.g., 65% by end of 2025 and 70% by end of 2030) and material recovery targets (by end of 2027: 90% for Co/Cu/Pb/Ni and 50% for Li; by end of 2031: 95% for Co/Cu/Pb/Ni and 80% for Li). [25]
These targets matter globally because they influence OEM procurement specifications and “battery-grade” expectations even outside Europe, particularly for firms serving multinational automakers and cell manufacturers. [39]
Logistics, supply chain, and facility operations
Feedstock sourcing and contracting
Two structural realities shape the business:
1) Supply timing and composition: large-scale end-of-life EV packs rise later than manufacturing scrap and consumer devices, meaning early recycling growth can be dominated by production scrap, pilot collections, and mixed small-format batteries. [6]
2) Chemistry shift risk: as LFP share rises, average recoverable-value per tonne can drop, pushing the industry toward tolling fees, policy mandates, or integration into cathode manufacturing to capture value. [40]
Transportation constraints
EV batteries are dangerous goods in transport, and requirements vary by mode (road/rail/sea/air) but typically link back to UN model regulations and UN test protocols.
• UN 38.3 testing is the globally recognized basis for proving a lithium battery design is safe to transport (type testing). A UN-compiled summary of the UN Manual of Tests and Criteria highlights the role of Section 38.3 for lithium battery transport testing. [41]
Damaged/defective batteries face stricter conditions. UN working documents describe requirements associated with special provision 376 and packaging instruction P908 for identified damaged/ defective batteries. [42]
Industry guidance for air transport continues to tighten: the current lithium battery guidance used by air-cargo stakeholders states that, from 1 January 2026, lithium-ion cells/batteries packed with 43 equipment must generally be offered for air transport at ≤30% state of charge (SOC), with higher SOC requiring state approvals. [43]
From a recycler’s perspective, these constraints translate into recurring cost drivers: compliant packaging (often UN-approved), documentation, carrier restrictions, and sometimes the need to ship as “damaged/ defective” or “for recycling,” each with different packaging instructions. Safety guidance for waste facilities explicitly references UN-approved packaging and ADR-related special provisions for defective batteries. [44]
Typical facility layout and equipment
A typical EV battery recycling facility is organized to keep hazards compartmentalized and to separate “front-end” handling risk from “back-end” chemical processing risk:
• Receiving + inspection bay (fire-safe design, inbound documentation, weighbridge, initial segregation). [45]
• Quarantine / damaged battery area (isolated storage, inert packing media, dedicated containers, clear emergency response procedures). [46]
• Deactivation/discharge and disassembly lines (pack opening, module/cell separation when needed, often chemistry-ID support). [17]
• Shredding/crushing in controlled atmosphere (nitrogen/CO₂ systems, ventilation and solvent controls, dust management). [17]
• Mechanical separation plant (screens, magnets, air classifiers, density separation; black mass capture/packaging). [31]
• Downstream hydromet plant (if integrated): leach reactors, solid-liquid separation (filtration/ centrifuge), solvent extraction circuits, precipitation/crystallization, reagent storage, wastewater treatment. [29]
• If pyromet is used: furnace/smelter, slag handling, off-gas treatment, and usually subsequent hydro-refining for product-grade separation. [47]
Workforce skills and training needs
Because operations mix high-energy electrochemical systems, mechanical processing, and chemical plant practices, workforce needs typically span:
EHS and emergency response competence, especially for fire scenarios, quarantine handling, and damaged battery packaging. [45]
Hazmat logistics and compliance (dangerous goods shipping documentation and packaging). [48]
Mechanical processing and industrial maintenance (shredder operations, dust control, inert gas systems). [17]
Hydrometallurgical process operations (acid handling, separation/purification chemistry, wastewater management). [29]
Compliance, permits, certifications, and safety management
Because the question is geography-unspecified, the most rigorous way to describe “required permits” is to frame them as categories that recur across jurisdictions, then cite representative primary frameworks.
Environmental and operating permits
Recycling/refining plants commonly require permits (or equivalent authorizations) for:
• Waste treatment/storage (accepting, storing, and processing hazardous or regulated wastes),
• Air emissions (especially if thermal processing or solvent emissions are present)
• Wastewater and stormwater management (especially for hydrometallurgical plants). [49]
EU language explicitly refers to “permitted facilities” and assigns recyclers obligations to meet defined recycling efficiency and material recovery targets, underscoring that permitting/licensing is central to operating legally. [50]
Transport compliance
Transport compliance is usually anchored in UN-based dangerous goods systems plus modal rules (ADR/ RID/IMDG/ICAO). The UN documentation on special provision 376 for damaged/defective batteries and the UN 38.3 testing basis are core primary references for these topics. [51]
Some regulators also impose documentation requirements. For example, in the United States, battery transport regulations reference a “lithium battery test summary” requirement and provide compliance guidance for shippers. (This is a geography-specific example but illustrates a common compliance pattern: proof of UN 38.3 testing must be available in the supply chain.) [52]
Fire and storage safety standards
For stationary energy storage systems (ESS) and battery installations, NFPA 855 is a widely referenced safety standard describing minimum requirements to mitigate hazards. While it is not itself a “permit,” it often influences local code adoption and insurer expectations. [53]
For recyclers and waste facilities specifically, safety guidance emphasizes practical controls: terminal taping, appropriate containers, inert packing, segregation, and emergency response planning. [9]
Repurposing and second-life certifications
Second-life pathways increasingly rely on formal evaluation protocols. UL documentation describes facility certification audits to UL 1974 that assess sorting/grading and viability evaluation processes, aligning with the operational reality that repurposing is not simply “resale,” but a safety-critical remanufacturing-like activity.
Management-system certifications frequently used in industry
Even when not legally required, management system certifications are commonly used to demonstrate operational maturity to OEMs and insurers:
• ISO 14001 specifies requirements for an environmental management system (EMS). [55]
• ISO 45001 specifies requirements for an occupational health and safety management system. [56]
For recyclers handling electronics/batteries, third-party certifications can also be requested by customers. In the U.S., the EPA explicitly points to R2 and e-Stewards as accredited electronics recycler certification standards. These are more common in e-waste streams than in purely EV-pack recycling, but they appear in mixed-stream battery collection ecosystems. [57]

Economics, market players, and business models
Typical revenue streams
Most EV battery recyclers combine two revenue families:
1) Service revenue: collection, transport coordination, safe handling, and recycling “tolling” fees; especially important for low-value chemistries or damaged batteries. Macro analysis explicitly notes that LFP’s lower material value can require tailored business models such as toll-based recycling supported by regulation/ mandates. [30]
2) Commodity/product revenue: sale of black mass (intermediate) or refined products (battery-grade salts, mixed products, pCAM/cathode) priced off commodity indexes, often tied to Ni/Co/Li benchmarks. A major recycler’s annual report explicitly states that prices and revenues are impacted by commodity prices and by feedstock chemistry (higher nickel/cobalt chemistries command higher prices). [58]
Typical cost structure
Cost is typically dominated by
· Logistics and compliant packaging (dangerous goods rules, segregation, storage, and incident risk). [59]
· Front-end processing costs (labor, discharge/disassembly, inerting, shredding wear parts, dust control). [17]
· Downstream refining inputs (acids/reagents, utilities, wastewater treatment, solvent extraction circuits, product finishing). [29]
· Energy cost and carbon intensity, which recent industrial-scale LCA identifies as a principal driver of environmental impacts (and often operating cost) in recycling/refining. [60]
Business-model archetypes
A pragmatic way to categorize recyclers is by where they “stop” in the value chain:
· Pre-processors (“black mass producers”): focus on safe collection and mechanical processing; sell black mass onward. Public reporting describes this model explicitly as producing black mass, shredded metals, and plastics at pre-processing facilities, with black mass designed to be further processed later. [61]
· Integrated refiners (black mass → battery-grade chemicals): combine mechanical processing with hydrometallurgical refining to produce battery-grade outputs; often positioned as “closed-loop.” [62]
· Upcyclers (black mass → pCAM/cathode products): seek to capture more value by producing precursor/cathode materials rather than selling salts alone. [63]
· Second-life specialists: focus on sorting/grading and repurposing pathways alongside recycling; this depends on formalized evaluation protocols and market demand for stationary storage. [64]
Market players and what they illustrate
The market is global and rapidly scaling. A major energy-transition recycling report notes that in 2023 global pretreatment/material recovery capacity grew ~50% year-on-year, and that China dominated capacity with >80% at that time, with projections that it retains large shares into 2030. [65]
Examples of firms (illustrative, not exhaustive):
· Li-Cycle [66] publicly describes a “Spoke” pre-processing network producing black mass and a planned “Hub” hydrometallurgical refining concept; its filings emphasize sensitivity to commodity prices and to chemistry shifts (notably the lower value of LFP relative to Ni/Co-rich chemistries). [67]
· Redwood Materials [68] positions as an integrated recycler/refiner; it claims recovery of >95% of critical materials (Li/Ni/Co/Cu) and describes large-scale throughput from production scrap, battery packs, and consumer devices. [69]
· Ascend Elements [70] positions a “hydro-to-cathode” approach that converts mixed feedstocks into engineered cathode precursor material; it claims 98% recovery of critical elements and promotes lower cost and lower emissions than virgin cathode material (company-reported). [71]
· Northvolt [72] reports a low-energy hydrometallurgical recycling process recovering up to 95% of metals and describes integrating recycling capacity adjacent to cell manufacturing, sourcing feedstock from EoL EV batteries plus production scrap. [73]
· Fortum [74] reports hydrometallurgical recovery of ~95% of valuable/critical metals from black mass (company-reported) and illustrates a “mechanical pre-processing + hydro refining” split-site model. [75]
· BASF [76] illustrates another pattern: a dedicated “black mass plant” as a mechanical step supporting compliance and downstream refining in Europe. [77]
These examples map to different capital strategies: some emphasize distributed collection/pre-processing to minimize transport of energized batteries; others invest in centralized refining to achieve chemical-product quality and scale economies. [78]
Challenges, opportunities, and recommended primary sources
Current challenges
Three challenges recur across primary literature and policy discussions:
Feedstock heterogeneity is structural: multiple chemistries (NMC/NCA/LFP/LCO), evolving designs, and variable degradation states complicate both mechanical separation and downstream chemistry. Reviews emphasize that increasingly diverse compositions can interfere with separation and solvent-extraction systems and that low concentrations of valuable elements can undermine profitability. [79]
Economics are increasingly chemistry-sensitive. Rising LFP share reduces the “natural” value subsidy created by cobalt/nickel, requiring either higher lithium recovery efficiency, second-life optimization, tolling fees, or policy mandates to prevent improper disposal. [80]
Energy and environmental performance depends heavily on electricity source and on whether the recycler sells discrete salts vs mixed products. Recent industrial-scale LCA finds that converting mixed-stream LIBs into battery-grade materials reduces environmental impacts versus mining by at least 58%, that electricity is the principal contributor to recycling impacts, and that upstream extraction/transport are a small share of circular supply chain impacts compared with conventional supply chains. [81]
Opportunities and where the field is moving
Policy is becoming more specific about recovery, traceability, and recycled content. The EU framework (as a leading example) escalates recycling efficiency and material recovery targets and adds requirements such as QR-based information and a digital battery passport for certain batteries; even outside Europe, these features influence global OEM requirements and facilitate sorting/traceability for both direct recycling and second-life pathways. [82]
Second-life integration can improve both economics and emissions when applied selectively. Peer-reviewed pathway modeling finds that optimized reuse-before-recycling pathways can improve profits and reduce emissions for both LFP and NMC relative to recycle-only baselines, reinforcing that “recycler” business models may expand into refurbishment and repurposing rather than treating all packs as immediate scrap. [83]
Direct recycling and “upcycling” (to pCAM/cathode products) are attractive where sorting improves and where recovered-cathode performance can be reliably restored. Reviews emphasize that direct recycling is enabled by effective disassembly and is limited by the need for single-type inputs, implying that battery labeling/passports and better sorting infrastructure are key enablers. [84]
Recommended primary sources to prioritize
Regulation, transport, and safety:
· European Union[85] battery regulation: Regulation (EU) 2023/1542 and its Annex XII targets (recycling efficiency + material recovery) and related delegated acts. [50]
· United Nations[86] transport test basis: Manual of Tests and Criteria, Section 38.3 overview and associated compliance artifacts (test summaries). [87]
· United Nations Economic Commission for Europe[88] dangerous goods working documents and model-regulation materials on special provisions for damaged/defective batteries (e.g., SP 376 packaging references). [42]
· International Air Transport Association[89] lithium battery guidance (reflecting ICAO technical instructions adoption), including SOC limits for air transport. [43]
· National Fire Protection Association[90] NFPA 855 standard development materials and summaries as an entry point into ESS fire-code practices that influence repurposing/storage. [53]
· UL [91] UL 1974 scope and repurposing facility certification material (repurposing/second-life governance). [92]
Industry-scale supply, markets, and policy:
· International Energy Agency[93] “Recycling of Critical Minerals” (capacity growth, market structure, policy categories, LFP economics). [94]
Academic synthesis and empirical benchmarks:
· Advanced Energy Materials review (Neumann et al., 2022) for end-to-end routes, black mass pretreatment, high-level recovery performance, and constraints from evolving chemistries. [95]
· Energies review (Pražanová et al., 2022) for process-level descriptions and comparative pros/cons of hydro/pyro/direct routes, including high-yield claims (>90% for pyro) and wastewater/safety considerations for hydro. [96]
· Nature Communications industrial-scale LCA comparison (Machala et al., 2025) for quantified environmental impact reductions and sensitivity to electricity and product form. [81]
· Nature Communications pathway decision modeling (Ma et al., 2024) for integrated reuse/recycling profitability and emissions tradeoffs by chemistry and battery health. [24]
Operations R&D and modeling references (useful for engineering detail and cost/environment modeling):
· Argonne National Laboratory [97] publications and tools (e.g., hydromet black mass studies and GREET-linked analyses referenced in industrial LCAs), plus ReCell Center DoE battery recycling materials on direct recycling R&D and feedstock composition trends. [98]
· Environmental Protection Agency (Ireland) [99] guidance on safe storage at waste facilities (practical controls that translate across jurisdictions). [100]
Citations
[1] Li-Cycle Holdings Corp. (2024). Annual Report on Form 10-K. https://s27.q4cdn.com/432858399/files/doc_financials/2023/ar/LICY-2024-AGM-Annual-Report-on-Form-10K.pdf
[2] Li-Cycle Holdings Corp. (2024). Annual Report on Form 10-K. https://s27.q4cdn.com/432858399/files/doc_financials/2023/ar/LICY-2024-AGM-Annual-Report-on-Form-10K.pdf
[3] Uppsala University. (2022). Lithium-ion battery recycling processes and technologies. https://uu.diva-portal.org/smash/get/diva2%3A1697480/FULLTEXT01.pdf
[4] United Nations. (2015). UN Manual of Tests and Criteria, Sixth Revised Edition. https://www.prba.org/wp-content/uploads/Sub-section-38.3-UN-Manual-6th-Revised-Edition-with-corrections.pdf
[5] Springer. (2022). Advances in lithium-ion battery recycling technologies. https://link.springer.com/article/10.1557/s43581-022-00053-9
[6] International Energy Agency. (2023). Recycling of critical minerals. https://iea.blob.core.windows.net/assets/d041f616-2f49-4694-861c-97d489ed1856/RecyclingofCriticalMinerals.pdf
[7] Environmental Protection Agency Ireland. (2020). Lithium-ion battery waste management guidance. https://www.epa.ie/publications/monitoring--assessment/waste/06792-EPA-Lithium-Ion-Battery-Guidance-Proof.pdf
[10] UL Solutions. (n.d.). Second-life electric vehicle battery repurposing facility certification. https://www.ul.com/services/second-life-electric-vehicle-battery-repurposing-facility-certification
[20] Aalborg University. (2022). Recycling and sustainability of lithium-ion batteries. https://vbn.aau.dk/ws/files/460598344/energies_15_01086.pdf
[24] Nature Communications. (2024). Advances in lithium-ion battery recycling efficiency. https://www.nature.com/articles/s41467-024-52030-0
[25] European Commission. (2025). New rules to boost recycling efficiency from waste batteries. https://environment.ec.europa.eu/news/new-rules-boost-recycling-efficiency-waste-batteries-2025-07-04_en
[34] Nature Communications. (2025). Emerging battery recycling technologies and performance improvements. https://www.nature.com/articles/s41467-025-56063-x
[39] European Union. (2023). Regulation (EU) 2023/1542 concerning batteries and waste batteries. https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX%3A02023R1542-20230728
[42] United Nations Economic Commission for Europe. (2019). Transport of dangerous goods: Lithium batteries. https://unece.org/DAM/trans/doc/2019/dgac10c3/UN-SCETDG-55-INF31e.pdf
[43] International Air Transport Association. (2023). Lithium battery guidance document. https://www.iata.org/contentassets/05e6d8742b0047259bf3a700bc9d42b9/lithium-battery-guidance-document.pdf
[52] Pipeline and Hazardous Materials Safety Administration. (n.d.). Lithium battery test summaries (TS). https://www.phmsa.dot.gov/training/hazmat/new-un-requirement-test-summaries
[53] National Fire Protection Association. (2023). NFPA 855: Standard for the installation of stationary energy storage systems. https://www.nfpa.org/codes-and-standards/nfpa-855-standard-development/855
[55] International Organization for Standardization. (n.d.). ISO 12405: Electrically propelled road vehicles — Lithium-ion traction battery packs and systems. https://www.iso.org/standard/60857.html
[56] International Organization for Standardization. (n.d.). ISO standard for battery safety and performance. https://www.iso.org/standard/63787.html
[57] U.S. Environmental Protection Agency. (n.d.). Certified electronics recyclers. https://www.epa.gov/electronics-batteries-management/certified-electronics-recyclers
[63] Ascend Elements. (n.d.). Hydro-to-Cathode™ EV battery recycling process. https://ascendelements.com/hydro-to-cathode/
[69] Redwood Materials. (n.d.). Domestic supply chain for lithium-ion batteries. https://www.redwoodmaterials.com/materials/
[73] Northvolt. (2023). First fully recycled battery cell produced. https://northvolt.com/articles/recycled-battery/
[75] Fortum. (2023). Closed-loop hydrometallurgical battery recycling facility in Finland. https://www.fortum.com/en/media/2023/04/fortum-battery-recycling-opens-europes-largest-closed-loop-hydrometallurgical-battery-recycling-facility-finland
[77] BASF. (2025). Battery recycling and materials circularity initiatives. https://www.basf.com/global/en/media/news-releases/2025/06/p-25-112
[91] Argonne National Laboratory. (2023). Lithium-ion battery recycling and lifecycle analysis. https://www.anl.gov/argonne-scientific-publications/pub/192937
[92] ANSI/UL. (2023). UL 1974: Evaluation for repurposing batteries. https://webstore.ansi.org/standards/ul/ansiul19742023